На всех зубьях имеются бороздки, которые характеризуют срезание пупырышек. Кроме того, канавки позволяют образовывать и выбрасывать скандулы. Ручной вариант имеет равномерное расположение зубьев по всей цилиндрической поверхности, обеспечивая тем самым необходимое качество обработки.
Для чего нужна развертка
Инструменты и приспособления, приборы и другие электроприборы.
Шкивы — это очень специализированные металлорежущие инструменты, предназначенные для создания гладкой поверхности в уже открытом отверстии. Они используются там, где требуется абсолютная точность. Он необходим для производства сложного технологического оборудования, такого как двигатели внутреннего сгорания, станки и другие машины.
Благодаря тому, что инструмент имеет до 16 режущих кромок, достигается высокая точность обработки. Это создает равномерное контрастное усилие по всей поверхности инструмента. Это позволяет избежать перекосов, связанных со сверлами, имеющими только две режущие кромки. Сверло создает гладкую поверхность с шероховатостью от 0,32 до 1,25 микрометров, в зависимости от качества сверла.
Как выглядит и из чего состоит развертка
Внешний контур инструмента имеет цилиндрическую или коническую форму. Зубы акне от прямых до зубчатых. Они равномерно распределяются по поверхности инструмента. Чем больше режущих кромок на круге, тем сложнее его обрабатывать. Минимальное пространство между ними не позволяет наконечнику быть эффективным.

Особые требования к точности были созданы Персином. Если пространство между зубами неравномерно, возникает повышенная вибрация, приводящая к неравномерному развитию перфорации. Диаметр промышленных пуансонов составляет 3 мм.
Шкив состоит из двух частей: рабочей зоны и зоны затяжки. Рабочая секция — это область акне и замера. У коптских угрей острые зубы. Длина заготовки соизмерима с толщиной инструмента. Его диаметр обычно варьируется от 0,8 до 3. Секция затяжки бура имеет классический стержень, предназначенный для затяжки с помощью двигателя или воротка, если инструмент используется вручную.

Формы разверток
В связи с необходимостью получения точных отверстий в различных областях машиностроения и станкостроения были разработаны сверла сотен размеров и различных форм.
По последнему критерию они разделяются на 3 группы:
Цилиндрические формы используются для обработки стандартных круглых отверстий, возникающих после сверления. Они имеют прямые или винтовые канавки или углубления для удаления стружки.

Конические мельницы имеют коническую форму со срезанной вершиной. Их можно использовать для сверления обычных или конических отверстий. Фрезерные станки используются для изготовления отверстий конической формы. Извлечение детали может быть достигнуто как в прямых, так и в спиральных канавках.

Постановочный пирсинг встречается редко. Обычно они предназначены для выравнивания отверстия по листу. Этот инструмент имеет коническую форму, а его кантомический разрез скорее скалистый, чем гладкий. Такая конструкция довольно легкомысленна, но при толщине в несколько миллиметров может прослужить долгое время.

В зависимости от того, насколько исходное отверстие отличается от создаваемого отверстия, инструмент будет работать за один или несколько проходов. Обычно в токарных станках используются сверла с трехцикловой обработкой. Это связано с тем, что инструменты обычно продаются в наборах из трех сверл: чернового, промежуточного и окончательного. Грубый инструмент обеспечивает грубый срез, за ним следует промежуточный инструмент, который удаляет выступы и грязь. После окончания обработки удаляется зернистость для обеспечения гладкости отверстия.
Отличия по способу применения
В зависимости от способа использования дрели могут быть механическими или ручными. Диаметр ручных инструментов варьируется в пределах 3-50 мм. Их хвосты имеют углубления для установки квадратного профиля для крепления на ошейнике. Чем толще инструмент, тем больше площадь трения и, следовательно, тем сложнее им работать. При использовании ручных гаек важно правильно начать завинчивание, так как вход в отверстие может деформироваться и приобрести овальную форму.

Машинные сверла устанавливаются на станках. Они могут быть довольно толстыми. Их можно устанавливать на сверлильные, токарные и револьверные станки. Их хвосты могут быть коническими или цилиндрическими.
Разновидности по конструкции
В зависимости от конструкции дрели можно разделить на три типа.
Цельные фрезерные сверла — это литые инструменты со стержнем, изготовленным из легированной углеродистой стали. Иногда его отливают из быстрорежущей стали. Это самый распространенный инструмент и относительно доступный по цене.
Ручные шкивы имеют особенности, позволяющие оснастить инструмент специальным воротком. Современные механические шкивы имеют уникальные конструктивные особенности, которые необходимо учитывать при выборе инструмента.
Виды разверток
-Механические типы с конусом Морзе или цилиндрическими штоками, которые необходимы для получения гладкой поверхности после сверления отверстия и подгонки его под нужный размер. Различают цельные и прикрепленные типы и
-Ручные сверла, выполненные в форме цилиндра по всей длине острой кромки (резьбовые и прямые). При использовании в сочетании с отверткой обеспечивает удобный захват.
-Регулируется, позволяя использовать различные диаметры в диапазоне 1-3 мм.
-Выдвижной или раздвижной, с шариком и винтом в нижней части. При перемещении винта шарик движется вперед и выталкивает губки наружу, увеличивая диаметр инструмента.
-Конический, конический, используется в промышленности.
Принцип действия развертки
Функция инструмента заключается в его режущей кромке, т.е. зубьях. Их может быть от 4 до 14. Благодаря зубьям в процессе вырезания отверстия снимается припуск. Процесс сверления облегчается не только вращением инструмента, но и скоростью вращения, создаваемой в направлении оси калибруемого отверстия руки. Принцип работы позволяет снимать тончайший слой металла с заготовки без повреждения поверхности или инструмента. Механические или ручные фрезы по металлу могут использоваться для сверления очень точных отверстий с минимальной шероховатостью.
Конструкция развертки
Шкивы состоят из режущих поверхностей, калибров, зубьев, пазов, зажимов, заднего и переднего углов резания. Степень конусности режущей части варьируется. При использовании ручных инструментов он составляет 1-2 градуса, в то время как на станках он может достигать 15 градусов. Калибровочная секция состоит из конической секции и цилиндрической секции.
Цилиндрическое основание калибрует отверстие в металлической полосе. Цель перевернутой конической формы — уменьшить трение в процессе калибровки. Количество зубьев определяет жесткость и точность инструмента. Чем больше зубьев, тем точнее и чище отверстие. Канавки в шкивах отвечают за контроль и гладкость заготовки. Например, при работе на неровных поверхностях используются инструменты с витыми зубьями (где канавки углублены в направлении, противоположном вращению). Фрезерный станок не должен заклинивать во время сверления. Задний угол резания изделия, обычно составляющий от 5 до 8 градусов, отвечает за устойчивость инструмента. А передний угол — нулевой.
Особенностью пробивания является то, что лезвие быстрее размягчается при удалении металла значительной толщины. В связи с этим, если необходимо расширить существующее отверстие, рекомендуется использовать отдельный инструмент и постепенно увеличивать толщину до нужного диаметра до последнего оборота.
Основные элементы конструкции
Как цельнометаллические, так и регулируемые сверла содержат три основных компонента: рабочие части, шейку и стержень. Первый предназначен для формирования отверстия определенной формы и профиля, а стержень передает ручное или электрическое вращательное усилие (см. схему ниже).
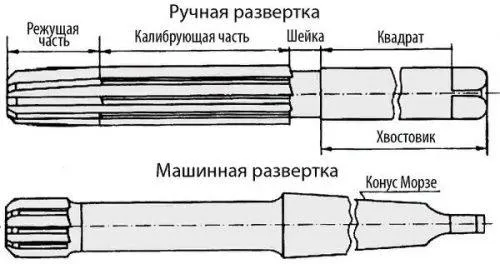
Рабочие компоненты включают прямые или спиральные режущие лезвия. Они разделены канавками. Количество лопастей всегда одинаково и может варьироваться от 6 до 16. К рабочим деталям относятся вставные (разрезные) детали с коническими валами и калибровочные детали с перевернутыми коническими валами. Непосредственно за ним находится шея. Это необходимо для выхода шлифовального инструмента после заточки (не на калиброванной версии). Стержень ручной версии заканчивается квадратной головкой для крепления отвертки, в то время как механическая версия имеет форму конуса или цилиндра. Рабочая часть механической дрели в разы меньше рабочей части ручной дрели и требует гораздо большего регулируемого сопротивления резанию.
Лезвия и пластины размягчаются во время сверления, что приводит к потере производительности резания и точности размеров. Именно поэтому сборные регулируемые изделия широко используются в массовом производстве. В этом случае их кислотность восстанавливается путем замены установленного твердого сплава, а размер регулируется путем выдвижения из вставки через корпус регулируемого диаметра или через резьбовой механизм. На рисунке ниже показана регулировка регулируемого сверла.

Принцип действия разверток
Отверстия сверлятся сразу после сверления или после зачистки или гравировки. Диаметр используемой фрезы должен точно соответствовать диаметру указанного отверстия после обработки, измеренному от противоположного конца лезвия (или заднего конца в регулируемом варианте). Цельнометаллические инструменты подгоняются под точный размер с помощью специальных шлифовальных кругов, а регулируемые инструменты — с помощью встроенных механических систем и измерительных инструментов.
Когда шкив вставлен в отверстие, он начинает работать на входе режущего конуса (или на переднем конце выравнивающей пластины в случае регулируемых шкивов), устраняя большинство допусков по мере продвижения. За сверлом следует секция калибровки, которая доводит отверстие до заданного диаметра и чистоты поверхности. На заднем конце находится перевернутый конус. Это небольшой участок лезвия, расположенный под углом к стеблю, высота которого смещена на несколько десятых долей миллиметра. Это необходимо для того, чтобы обратная сторона лезвия не повредила обрабатываемую поверхность при выходе из отверстия. С этой же целью регулируемые инструменты сконструированы так, что задняя часть складного лезвия слегка наклонена назад. Конические фрезы работают в более жестких условиях резания и имеют поперечные прорези по всей длине лезвия для разрушения и удаления стружки.
Вращательное усилие передается через квадратную головку у ручных дрелей и стержень с коническим или цилиндрическим наконечником у механических дрелей. Современные цельнометаллические и регулируемые сверлильные инструменты обычно имеют модульную конструкцию, позволяющую использовать заготовки в различных типах гнезд. На видео ниже труба из нержавеющей стали формируется на токарном станке для ствола ракетной установки.
Основные виды разверток по металлу
Дрели классифицируются по различным конструктивным, технологическим и функциональным характеристикам. К ним относятся основные:.
- по конструктивным особенностям (цельнометаллические, сборные, регулируемые и прочие);
- по типу обработки (цилиндрические и конические);
- по методу создания усилия (приводные и ручные);
- по классу обработки (черновые и чистовые);
- по форме режущей поверхности (цилиндрические и конические).
Кроме того, существуют специальные типы сверл (как цельные, так и регулируемые), разработанные специально для выполнения определенных технических задач (степперы, котлы и т.д.). Недавно один из ведущих мировых производителей выпустил сборную модульную систему станков. Эта система позволяет по-разному соединять различные муфты как с цельными, так и с регулируемыми режущими элементами. Сборные конструкции можно разделить на категории в зависимости от их использования.

Ручные приспособления
В отличие от механических дрелей, ручные дрели изготавливаются с неравномерным распределением лезвий по периферии. Такая асимметрия зубьев делается для того, чтобы режущие кромки не попадали в одну и ту же точку при следующем повороте ручного шкива. В этом случае образование волнистой поверхности неизбежно. Ручные инструменты имеют крутой наклон менее 2 градусов, что облегчает работу, так как для погружения требуется меньше усилий. Регулируемая длина обеспечивается набором удлинителей с квадратным плечом для отвертки.
Дрели с ручной регулировкой в основном используются для ремонтных работ при установке оборудования. Существует два основных метода регулировки. Это изменение диаметра корпуса за счет удлинения и перемещение режущей кромки. Расширительные колеса имеют выемки вдоль лопасти и коническое отверстие в корпусе, в котором находится шарик. Регулируемое увеличение диаметра достигается путем перемещения шарика под действием регулировочного винта в осевом направлении. При использовании регулируемых позиционирующих ножей точный размер регулируется с помощью механизма, который поднимает их концы с поверхности корпуса.

Машинные развертки
Механические дрели всегда имеют большое количество резцов (в случае регулируемых инструментов — сменных лезвий), равномерно распределенных по корпусу. Их количество напрямую влияет на уровень обработки. Чем больше лезвий, тем выше категории геометрической точности и шероховатости. Благодаря неограниченной силе перемещения инструмент имеет короткое ограждение с крутым углом пимпочки (до 45º). Большинство механических проколов изготавливаются с коническими стержнями для совместимости со шпиндельными станками и типичными шпинделями. Такой же механизм используется для регулировки диаметра с помощью ручного пуансона. Инструмент является гибким и может использоваться в токарных, сверлильных и фрезерных станках.
Как цельнометаллические, так и регулируемые сверла содержат три основных компонента: рабочие части, шейку и стержень. Первый предназначен для формирования отверстия определенной формы и профиля, а стержень передает ручное или электрическое вращательное усилие (см. схему ниже).
Конструкция развёртки. Особенности
Основными конструктивными элементами сверла являются режущая и калибрующая части, количество зубьев, направление зубьев, угол резания, лестница зубьев, профиль канавки и затяжная часть.
- Угол конуса φ определяет форму стружки и соотношение составляющих усилий резания. Угол φ у ручных развёрток – 1°…2°, что улучшает направление развёртки при входе и уменьшает осевую силу; у машинных при обработке стали φ = 12°…15°; при обработке хрупких материалов (чугуна) φ = 3°… 5°.
- Стандартные развёртки делают с неравномерным окружным шагом с целью предупреждения появления в развёртываемом отверстии продольных рисок. Из-за неоднородности обрабатываемого материала на зубьях развёртки происходит периодическое изменение нагрузки, что ведёт к отжиму развёртки и появлению на обработанной поверхности следов в виде продольных рисок.
Калибровочная секция состоит из двух секций: цилиндрической и перевернутой конической. Длина цилиндрического участка составляет примерно 75% от длины калибровочного участка. Цилиндрическая часть помогает направлять сверло через отверстие, а коническая часть — во время работы. Перевернутая коническая форма снижает трение на обрабатываемой поверхности, уменьшая сверление. Конический угол ручного открывания меньше, чем угол механического открывания, так как при ручном открывании происходит меньшее расслоение. Цилиндрические секции могут отсутствовать в ручных перфораторах.
Цилиндрические полоски тесла в секции калибровки сглаживают отверстие. Ширина уменьшается, прочность круга снижается, но точность обработки повышается, а шероховатость уменьшается, так как снижается трение. Рекомендуемая ширина полосы f = 0,08 … 0,5 мм в зависимости от диаметра диафрагмы.
Количество зубьев Z ограничено их жесткостью. Увеличение Z улучшает направление апертуры (больше направляющих полос) и повышает точность и чистоту сверления, но снижает жесткость зубьев и ухудшает удаление фрагментов. Z равна, что позволяет легко контролировать диаметр апертуры.
Бандаж чаще всего изготавливается в виде прямых линий, что упрощает строительство и контроль. Для прерывистых поверхностей показано использование спиралевидных зубьев. Направление желобка противоположно направлению вращения, чтобы избежать самооценки колеса и вовлеченности.
Задний угол небольшой (5°… 8°), повышая устойчивость колеса. Режущая часть заточена на пике, а на калибровочной части выполнена цилиндрическая полоса для повышения стабильности размеров и улучшения рабочего направления.