Тебе нравится видео? Подписывайтесь на наш канал! На самый часто задаваемый вопрос в поисковых системах: «Зачем нужна сварка?» эта статья поможет ответить.
Что нужно для пайки
На частый запрос поисковых систем: «Зачем мне сварка?» эта статья поможет ответить. Короче говоря, пайка используется для надежного соединения проводов, подключения питания к светодиодной ленте или фиксации детали на печатной плате электронного устройства.
Учимся паять
Прежде чем приступить к обучению искусной пайке, необходимо знать, какие расходные материалы и аксессуары для этого необходимы.
Что нужно при пайке

Основное приспособление для сварки — паяльник. Для домашнего использования достаточно устройств мощностью 25-75 Вт. В современных паяльниках вместо нихромового нагревателя и медного жала используется керамический ТЭН и никелированный металлический жало.
Преимущества паяльника этого типа — меньшее время, необходимое для разогрева до рабочей температуры и остывания, а также возможность легко регулировать температуру с помощью специального блока питания. В некоторых моделях регулятор может быть встроен в корпус устройства.

Однако, когда вам приходится работать с огнеупорными сварными швами или вам нужно лужить большие детали, необходимо использовать сварочные аппараты большей мощности.
Перед тем как паять провода или собирать печатные платы электронных компонентов, нужно определиться с типом жала паяльника. Устройства с плоским наконечником используются для работы с крупными радиодетали или для лужения и подключения кабелей среднего сечения.
Паяльники с коническим наконечником нужны для пайки деталей среднего размера, а с игольчатым наконечником — для работы с микросхемами или сборки светодиодного освещения.
Для чего нужен флюс
Помимо самого сварщика нам для сварки понадобятся флюс и припой. Флюс необходим для очистки поверхности проводов или клемм радиодеталей от пленки оксидов, жира и других загрязнений, а также для предотвращения дальнейшего окисления места пайки. Флюс выбирается в зависимости от свариваемого металла.

Для чего используется канифоль? Этот флюс используется для соединения медных проводов при пайке радиодеталей с медными жилами (в том числе лужеными). Канифоль может быть в твердой, гелевой или жидкой форме. Кислота для пайки используется для очистки сильно окисленных медных контактов перед пайкой или для удаления окислов со стальных поверхностей, включая нержавеющую сталь. Для сварки алюминиевых проволок используется специальный флюс.
Для прямой сварки проволоки или деталей используются сварные швы, температура плавления которых должна быть ниже температуры плавления соединяемых металлов.
Припои производятся на основе олова, свинца, никеля или других металлов в виде стержней или проволоки различного диаметра.
Как научиться паять
Современные сварочные аппараты с никелированными наконечниками не требуют подготовки перед началом работы. В процессе их эксплуатации достаточно периодически очищать жало от остатков припоя и флюса влажной губкой.
Но медный наконечник паяльника с нихромовым нагревателем требует специальной подготовки. Перед началом работы необходимо:
- очистить прокол от оксидов надфилем или надфилем;
- прогреть прибор;
- обмакнуть жало в помадку (канифоль);
- натереть припой на наконечнике.
Эту же процедуру необходимо проводить время от времени, чтобы очистить прокол от остатков пригоревшего флюса и припоя.
В следующих статьях мы расскажем, как пользоваться паяльником и как правильно паять провода.
Мастер-класс, как паять провода паяльником. Учимся паять микросхемы паяльником: выбираем плату, температуру и медный провод. Определите, при какой температуре правильно паять кислотным паяльником.
Что нужно для того, чтобы научиться паять?
Чтобы что-то уладить, необходимо сначала подготовить рабочее место. Его следует разместить непосредственно на детали, а также на том месте, куда вы будете ставить инструмент. Учтите, что паяльник нагревается до очень высоких температур, поэтому его нельзя класть на пластик или другие легковоспламеняющиеся предметы. Лучшим решением будет использование металлического или керамического держателя.
Также стоит заранее позаботиться об инструментах, которые могут вам понадобиться для работы. Это могут быть плоскогубцы для удержания крупных предметов или пинцет для удерживания мелких деталей.
Кроме того, необходимо иметь под рукой влажную губку, с ее помощью нажатием удаляются остатки старого припоя.
Если все вышеперечисленное является рекомендациями, а не обязательными пунктами, то для сварки всегда необходимы три элемента:
- сам паяльник представляет собой инструмент, жало которого нагревается до высоких температур и способно расплавить припой;
- припой — металл или сплав, плавящийся при относительно низких температурах и способный проводить ток (чаще всего это олово);
- флюс — вещество, обладающее обезжиривающими и антиоксидантными свойствами.
Принцип сварки предельно прост и не менялся уже много лет.
Вот простая схема, как правильно паять:
1. Очистка деталей от старого сварного шва. Этот момент можно не учитывать при ремонте современных устройств (большинство китайских) — сварки в них так мало, что в случае поломки место остается практически чистым.
2. Обезжирьте жало. Для этого используется жидкий флюс или канифоль. Это необходимо сделать, чтобы банка прилипала к предметам. Сначала детали и паяльник обрабатываются флюсом, после чего равномерно покрываются сваркой. Этот процесс еще называют лужением.
3. Расплавить форму и удалить необходимое количество прижатого. Этот момент требует некоторого мастерства. Большинство новичков не берут необходимое количество припоя, из-за чего детали вообще не припаяны или проделанная работа выглядит неряшливо.
4. Удерживая соединяемые детали, перенесите сварной шов на соединение. На этом этапе важно четко обозначать предметы. Если ваша рука дрожит, кусочки оторвутся, и вам придется начинать все сначала. Важно удерживать детали, пока сварной шов не затвердеет.
Рассмотрим преимущества и недостатки соединения кабелей сваркой, необходимые инструменты и материалы, а также сам процесс сварки.
Преимущества и недостатки пайки
Важнейшее преимущество пайки перед другими типами проводных соединений — надежность. Сварной электромонтажный узел по надежности может уступать только сварному соединению.
На весь период эксплуатации о паяном соединении можно забыть, никакого дополнительного обслуживания оно не требует.
С помощью пайки можно соединять жилы разного сечения, одножильные с жилами.
Этот метод относится к категории недорогих. Главное, чтобы у вас был паяльник, а пайка канифолью стоит довольно дешево, а расход у них очень низкий.
Кроме того, несомненным плюсом пайки является то, что с ее помощью можно одновременно подключать более 2-х проводов.
К недостаткам сварки можно отнести высокую интенсивность работ и обязательное наличие навыков использования сварщика.
Пайка паяльником Перед тем, как паять паяльником, нужно обзавестись всем необходимым. К основным инструментам и материалам, без которых сварка невозможна, относятся сам сварщик, сварка и флюс.
Пайка паяльником
Перед тем, как паять паяльником, нужно получить все необходимое. К основным инструментам и материалам, без которых сварка невозможна, относятся сам сварщик, сварка и флюс.
Паяльники

Древний молотковый паяльник, нагретый, например, на огне

Древний молотковый паяльник, нагретый, например, на огне
Как пользоваться таким паяльником, вы можете узнать из описаний технологии работы с оловом, именно там они применялись чаще всего. В наше время обычно используют электрические паяльники из-за их доступности и простоты использования. Но первых сварщиков топили открытым пламенем.

Древние сварщики с подогревом открытым пламенем
Основным параметром, по которому выбирается сварщик, является его мощность, которая определяет количество теплового потока, передаваемого на свариваемые детали. Для пайки электронных компонентов используются устройства мощностью до 40 Вт. Для тонкостенных деталей (с толщиной стенки до 1 мм) требуется мощность 80-100 Вт.
Для деталей с толщиной стенки 2 мм и более потребуются паяльники мощностью более 100 Вт. Это, в частности, сварочные электроавтоматические сварочные аппараты, потребляющие до 250 Вт и более. К наиболее энергоемким сварочным аппаратам можно отнести, например, молотковый сварочный аппарат Ersa Hammer 550 мощностью 550 Вт, способный нагреваться до температуры 600 ° C и предназначенный для сварки особо массивных деталей — радиаторов, деталей машин. Но это неадекватная цена.

Сварщик молотковый Ersa Hammer 550
Помимо массы заготовки, теплопроводность паяемого металла также влияет на требуемую мощность сварочного аппарата. С его увеличением необходимо увеличивать мощность прибора и температуру его нагрева. При пайке медных деталей паяльником необходимо нагревать больше, чем при пайке такой же по весу детали, но сделанной из стали. Кстати, при работе с изделиями из меди может возникнуть ситуация, когда из-за высокой теплопроводности металла при пайке будут выпаиваться ранее сделанные точки.
Припои
Флюсы
Правильный выбор флюса при сварке означает решение основной проблемы сварки. Именно качество флюса определяет, прежде всего, свариваемость того или иного металла, легкость или сложность самого процесса сварки и прочность соединения. Флюс должен соответствовать материалу паяемых продуктов — из-за его способности разрушать оксидную пленку.
Эффективные флюсы для пайки стали — водный раствор хлорида цинка, сварочные кислоты на его основе, флюс ЛТИ-120. Вы можете использовать другие более сильные потоки, которых много на рынке.
Основное различие между пайкой нержавеющих сталей сварочным аппаратом и пайкой углеродистых и низколегированных сталей заключается в необходимости использования более активных флюсов, которые необходимы для разрушения химически стойких оксидов, которыми покрыты нержавеющие стали. Что касается чугуна, то его нужно сваривать высокотемпературной сваркой, поэтому электрический паяльник для этой цели не подходит.
Для нержавеющей стали используется фосфорная кислота. Хорошо работает с химически стойкими оксидными пленками и специализированными флюсами, такими как F-38.
Для оцинкованного железа можно использовать состав, содержащий канифоль, этиловый спирт, хлорид цинка и хлорид аммония (флюс ЛК-2).
Вспомогательные материалы и приспособления
Подставка для паяльника используется для предотвращения прикосновения нагретого паяльника к столу или другим предметам. Если в комплекте нет паяльника, вы можете купить его отдельно или сделать самостоятельно. Простейшую подставку можно сделать из тонкого листа олова, вырезав канавки для хранения инструмента.
намного удобнее чистить наконечник паяльника влажной губкой из вискозы или поролона, вставленной в гнездо, чтобы предотвратить его падение, чем обычной тканью. Латунная стружка также может служить той же цели.

Подставка для сварщика с полостью для металлической стружки
убрать излишки припоя с поверхности деталей можно с помощью специального пылесоса или тесьмы. Первый по внешнему виду и конструкции напоминает шприц, снабженный пружиной. Перед использованием его необходимо взвести, утопив головку стебля. Подводя сопло к расплавленному шву, пружина отпускается нажатием кнопки спуска. В результате излишки припоя засасываются в съемную головку.
Оплетка для удаления припоя представляет собой оплетку из тонких флюсованных медных проводов. Прикрепив его конец к припою и прижав его сверху паяльником, благодаря капиллярным силам можно собрать в нем весь лишний припой как буфер. Кончик оплетки, пропитанный припоем, просто срезается.

Удаление припоя медной оплетки с другой оплеткой
Очень полезный инструмент называется инструментом из третьих рук. При работе со сварщиком иногда катастрофически «не хватает рук» — один занимается самим сварщиком, другой — сваркой, но все же необходимо удерживать свариваемые детали в определенном положении. «Третья рука» удобна тем, что ее зажимы легко устанавливаются в любом положении относительно друг друга.
Паяемые детали нагреваются до высокой температуры, прикосновение к ним может вызвать ожоги. Поэтому желательно иметь различные прижимные устройства, позволяющие манипулировать нагретыми деталями: плоскогубцы, пинцет, зажимы.
Подготовка паяльника к работе
Перед использованием паяльника нужно подготовить его жало. Подготовка зависит от ее первоначального вида. Если наконечник сделан из чистой меди, его можно выковать как отвертку, чтобы запечатать медь и придать ей большую износостойкость. Его можно просто заточить на наждаке или напильнике, придав ему необходимую форму — в виде острого или усеченного конуса с разными углами, четырехгранной пирамиды, углового скоса с одной стороны. Металлические никелевые покрытия используются для защиты меди от окисления. Если у сварщика есть такое покрытие, его нельзя ковать и затачивать, чтобы не повредить слой покрытия.
Существует стандартизованный диапазон форм наконечников, но вы, конечно, можете использовать любую форму, подходящую для вашей работы.
При сварке массивных деталей площадь контакта сварщика с деталью должна быть максимальной, чтобы обеспечить лучшую теплопередачу. В этом случае лучшей считается угловая заточка круглого стержня (2 на фото выше). Если вы собираетесь сваривать мелкие детали, подойдет острый конус (4), нож или другая форма с небольшими углами.
В инструкции по работе с паяльником с медным наконечником без покрытия есть обязательное требование: залудить «жало» нового паяльника для защиты от окисления и износа. Также это нужно делать при первой разминке, без промедления. В противном случае «острие» покроется тонким слоем шлака и припой не захочет приставать к нему. Это можно сделать несколькими способами. Нагрейте паяльник до рабочей температуры, дотроньтесь до канифоли «жалом», расплавьте на ней припой и притереть к дереву. Или протрите нагретый наконечник тряпкой, смоченной раствором хлорида цинка, растворите на нем припой и протрите наконечник кусочком нашатырного спирта или каменной соли. Главное, чтобы в результате этих операций рабочая часть жала полностью покрывалась тонким слоем припоя.
Необходимость лужения прокола вызвана тем, что флюс постепенно разъедает и припой растворяет прокол. Из-за потери формы необходимо регулярно затачивать жало, причем чем активнее течение, тем чаще, иногда по несколько раз в день. Для никелированных проколов никель закрывает доступ к меди, защищая ее, но такие проколы требуют бережного обращения, боятся перегрева и не факт, что производитель сделал достаточно качественное покрытие, за которое требуется переплата.
Подготовка деталей к пайке
В первую очередь, это очистка части от загрязнений и обезжиривание. Особых тонкостей здесь нет: необходимо очищать деталь от масел, жиров, грязи с помощью растворителей (бензин, ацетон или другие). Если есть ржавчина, ее необходимо удалить любым подходящим механическим способом — абразивным кругом, проволочной щеткой или наждачной бумагой. В случае высоколегированных и нержавеющих сталей желательно обработать соединяемые кромки абразивным инструментом, поскольку оксидная пленка этих металлов особенно прочна.
Температура пайки
Температура пайки (температура паяемых деталей) должна быть на 40-80 ° C выше температуры плавления припоя, а температура нагрева жала должна быть на 20-40 ° C выше температуры пайки. Это последнее требование связано с тем, что при соприкосновении с свариваемыми деталями температура паяльника будет снижаться из-за рассеивания тепла. Поэтому температура нагрева жала должна превышать температуру плавления припоя на 60-120 ° С. Если используется паяльная станция, требуемая температура просто устанавливается регулятором. При использовании паяльника без контроля температуры можно оценить его фактическое значение при использовании канифоли в качестве флюса, основываясь на поведении канифоли при прикосновении к паяльнику. Он должен закипать и выделять обильный пар, но не мгновенно пригорать, а оставаться на кончике в виде кипящих капель.
Также вреден перегрев паяльника, вызывающий возгорание и карбонизацию флюса до тех пор, пока поверхность стыка не активируется. О перегреве свидетельствует появление темной оксидной пленки на припое, находящемся на жало паяльника, а также то, что она не прилипает к стекающему с него «жиле.
Техника пайки паяльником
- Подача (отвод) сварки к свариваемым деталям с жала паяльника.
- Пайка подается непосредственно к паяемым деталям (к контактной площадке).
Любым методом необходимо предварительно подготовить детали к пайке, установить и закрепить их в исходном положении, нагреть паяльник и смочить шов флюсом. Дальнейшие действия различаются в зависимости от используемого метода.
Когда припой подается сварщиком, на него расплавляется определенное количество припоя (чтобы он оставался на кончике), и «кончик» прижимается к паяемым деталям. В этом случае флюс закипит и испарится, а расплавленный припой перейдет от паяльника к шву. Перемещая наконечник по будущему шву, сварной шов распределяется по стыку.
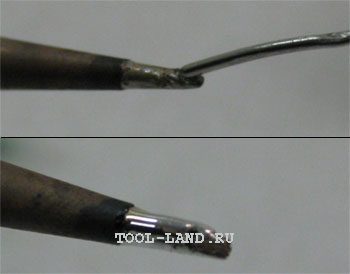
Нанесение припоя на жало паяльника
Пайки на желатине может быть достаточно, если жало только что приобрело металлический блеск. Если наконечник сильно изменился, значит, припоя слишком много.

На паяльник нанесено слишком много припоя
Когда припой подается непосредственно на припой, детали сначала нагреваются до температуры пайки с помощью паяльника, затем припой подается на деталь или соединение между паяльником и деталью. По мере плавления сварной шов заполняет стык между свариваемыми деталями. Выбор того, как именно сварить паяльником — первым или вторым методом — должен зависеть от характера выполняемых работ. Для мелких деталей лучше первый способ, для крупных — второй.
К основным требованиям, предъявляемым к качеству сварного шва, относятся:
- хороший нагрев паяльника и свариваемых деталей;
- достаточный объем потока;
- ввод необходимого количества сварки — именно то, что требуется, но не более того.
Вот несколько советов, как правильно паять паяльником.
Если припой не течет, а размазывается, температура деталей не достигла желаемых значений, необходимо увеличить температуру нагрева паяльника или взять более мощный прибор.
Нет необходимости добавлять слишком много припоя. Качественная сварка предполагает наличие минимального количества материала в стыке, при котором шов слегка вогнутый. Если припоя слишком много, не нужно пытаться прикрепить его куда-нибудь к стыку, лучше удалить присосом или тесьмой.
О качестве стыка свидетельствует его цвет. Высокое качество: шов блестящий. Недостаточная температура делает структуру стыка зернистой, губчатой - это однозначный брак. Обгоревший припой выглядит тусклым и имеет низкую прочность, что в некоторых случаях вполне приемлемо.
При использовании активных (кислотных) флюсов необходимо обязательно смыть их остатки после пайки каким-либо моющим средством или обычным щелочным мылом. В противном случае нельзя гарантировать, что через какое-то время соединение не будет разрушено из-за коррозии оставшихся кислот.
Лужение
Лужение проводов. Лужение концов электрических кабелей — одна из самых распространенных операций. Выполняется перед пайкой проводов к контактам, пайкой между собой или для обеспечения лучшего контакта с выводами при соединении болтами. Кольцо удобно делать из луженого многожильного провода, что обеспечивает удобство при подключении к клемме и хороший контакт.
Провода могут быть сплошными и скрученными, медными и алюминиевыми, окрашенными или нет, новыми чистыми или старыми подкисленными. В зависимости от этих характеристик их обслуживание бывает разным.
Самый простой способ — залудить одножильный медный провод. Если он новый, он не покрыт оксидами и даже без зачистки лужен, то достаточно нанести флюс на поверхность провода, нанести припой на нагретый паяльник и перемещать паяльником по проводу, слегка поворачивая проволоку. Как правило, лужение проходит гладко.
Если проводник не хочет лужить — из-за наличия краски (эмали) — помогает обычный аспирин. В некоторых случаях очень полезно знать, как паять паяльником таблетку аспирина (ацетилсалициловой кислоты). Надеть его на плату, прижать к нему проводник и несколько секунд нагреть паяльником. В этом случае таблетка начинает растворяться, а образовавшаяся кислота разрушает краску. После этого проволоку обычно легко лужить.
При отсутствии аспирина ПВХ-изоляция от электрических проводов, которая при нагревании выделяет вещества, разрушающие лакокрасочное покрытие, также помогает удалить краску с поверхности проводника, мешающую лужению. Необходимо паяльником прижать провода к куску изоляции и несколько раз протащить между изоляцией и паяльником. Затем облучаем проволоку как обычно. При удалении краски наждачной бумагой или ножом нередки порезы и обрывы мелких ниток. При зачистке во время приготовления проволока может потерять прочность и легко сломаться.
Следует учитывать, что расплав ПВХ и аспирин выделяют в воздух вредные для здоровья вещества.
Также для прядей, покрытых лаком (эмалью), можно приобрести специальный флюс, снимающий лак.

Сварочный флюс для эмалированной проволоки
Новый многожильный медный провод лужить так же легко, как и одножильный. Единственная особенность — закручивать в том направлении, в котором закручиваются нити, не разматывать.
Старые провода можно покрыть оксидом, предотвращающим лужение. С ними поможет справиться та же таблетка аспирина. Придется развернуть проводник, положить его на аспирин и несколько секунд нагреть паяльником, перемещая проводник вперед-назад — и проблема с обслуживанием исчезнет.
Для лужения алюминиевой проволоки вам понадобится специальный флюс, например, флюс для алюминиевого припоя. Этот флюс универсален и также подходит для пайки металлов с химически стойкой оксидной пленкой, особенно нержавеющей стали. При его использовании не забудьте после этого очистить соединение от остатков флюса, чтобы избежать коррозии.
Если при лужении проводов на них образовался лишний прибой, его можно удалить, поставив провод вертикально концом вниз и прижав нагретый паяльник до конца. Излишки припоя стечут с провода паяльника.
Лужение большой поверхности металла
Затем кистью или другим инструментом, соответствующим флюсу, на поверхность листа наносится флюс (это может быть не пастообразный флюс, как на фото ниже, а, например, раствор хлорида цинка или другого активного вещества) поток).

Покрытие поверхности флюсом перед лужением
Паяльник с относительно большой плоской поверхностью жала нагревается до необходимой температуры и на поверхность детали наносится припой. Желательно, чтобы мощность паяльника была порядка 100 Вт и более.

Паяльник с подходящим наконечником и капельным припоем для лужения
Затем приложите паяльник к сварному шву на детали с наибольшей плоскостью и сохраните это положение. Время нагрева детали зависит от ее размера, мощности паяльника и площади контакта. О достижении необходимой температуры свидетельствует кипение флюса, плавление припоя и его диффузия по поверхности. Припой постепенно растекается по поверхности.

Паяльником залуживаем металл корпуса
После лужения металлическая поверхность очищается от остатков флюса спиртом, ацетоном, бензином, мыльной водой (в зависимости от химического состава флюса).

Очистка корпуса от флюса после лужения
Если припой не растекается по поверхности металла, это может быть связано с плохой очисткой поверхности перед лужением, плохим нагревом металла (из-за недостаточной мощности паяльника, малой площади контакта, недостаточного времени нагрева металла детали), грязное жало паяльника. Другой причиной может быть неправильный выбор флюса или припоя.

Неудачная попытка лужения металла
Лужение можно произвести, нанеся (выдавив) припой из паяльника и распределив его «острием» по поверхности, или подав припой непосредственно на контактную площадку — припой плавится, когда он касается нагретого металла паяльника часть.
Пайка листового металла внахлест
В первом случае участки нахлеста деталей предварительно залуживаются после механической очистки и обезжиривания. Затем детали стыка накладываются друг на друга лужеными поверхностями, фиксируются зажимными приспособлениями и нагреваются паяльником с разных сторон до температуры плавления припоя. Об успешной сварке свидетельствует вытекание расплавленного сварного шва из зазора.
Во втором способе после подготовки деталей контактная площадка одной из деталей покрывается паяльной пастой. Затем детали фиксируются в нужном положении, стягиваются струбцинами и, как и в первом случае, с двух сторон нагревается паяльником шов.

Сварка листового металла: нанесение паяльной пасты и соединение деталей

Припой листовой металл: нагрейте соединение паяльником

Сварочные листы
Источники
- https://cable.ru/articles/id-2017.php
- https://1000sovetov.ru/article_kak-pravilno-payat-payalnikom
- https://yaelectrik.ru/elektroprovodka/kak-payat-provoda
- https://tool-land.ru/payka-payalnikom.php